毛坯根据工业产品或零件、部件所要求的工艺尺寸、形状略予放大制成坯型,以供切削加工用的劳动对象。如切成的棒料,浇注后经清砂、铲刺、涂底漆的铸件,锻造后去飞边、整形的锻件。下料后的材料用来制造两个以上零件的叫做坯料,只能制造一个的叫毛坯。毛坯是第一个基本生产环节的劳动产物。为了保证产品生产的连续性、均衡性,必须有适量的毛坯储备,毛坯生产必须有一定的生产提前期。编制毛坯作业计划要根据企业的生产特点分别采用在制品定额法,生产提前期法和订货点法等(见在制品定额法,累计编号法,标准件)。
一、种类
毛坯的种类有锻件、铸件、焊接件、各种型材及板料等。
1、铸件适用于形状较复杂的零件毛坯。
2、锻件适用于强度要求高、形状比较简单的零件毛坯。
3、型材有槽钢、角钢、工字钢、圆钢、方钢、六角钢等类型。
4、焊接件是将型材或钢扳等焊接成所需的零件结构。
二、选选原则
1、零件材料的工艺性及组织和力学性能要求。模具材料的选用,不仅关系到模具的使用寿命,而且也直接影响到模具的制造成本,因此是模具设计中的一项重要工作。
在冲压过程中,模具承受冲击负荷且连续工作,使凸、凹模受到强大压力和剧烈摩擦,工作条件极其恶劣。因此选选模具材料应遵循如下原则:
(1)、根据模具种类及其工作条件,选用材枓要满足使用要求,应具有较髙的强度、硬度、耐磨性、耐冲击、耐疲劳性等。
(2)、根据冲压材料和冲压件生产批量选用材料。
(3)、满足加工要求,应具有良好的加工工艺性能,便于切削加工,淬透性好、热处理变形小。
(4)、满足经济要求。
2、零件的结构形状和尺寸。这是影响毛坯选择的重要因素。对于回转体零件,如台阶轴,若台阶直径相差不太大,可釆用型材圆捧料;若直径相差较大,则宜采用锻件。又如,形状复杂和薄壁的铸件毛坯,不宜彩用砂型铸造;尺寸较大的毛坯,不宜采用压铸、模锻。
3、生产类型。生产类型在很大的程度上决定了采用某种毛坯制造方法的经济性。生产规模大,则应采用高精度、高效率的毛坯制造方法,以提高生产率、降低成本。
4、工厂生产条件。它包括工厂设备情况、工艺水平、工人技术水平等。
2.毛坯形状与尺寸的确定
(1)、毛坯余量(加工总余量)
毛坯余量是毛坯尺寸与零件的设计尺寸之差。
(2)、毛坯公差
毛坯公差是毛坯尺寸的制造公差。
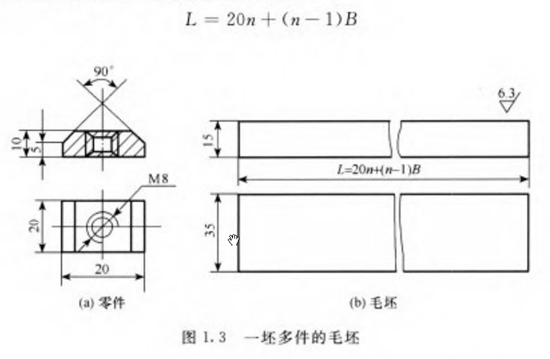
(3)、毛坯长度
毛坏长度如图所示,并按下式计算,即根据毛坏选择的原则对图所示进行毛坯的选择。
图1.1是模柄,模枘的作用是使上模在压力机上有一个比较准确的位置(精度要求高时还需要导柱导套》,并且压力机的滑块在上升时,也需要模柄来传递上模向上运动的动力。由于模柄在工作时承受一定的载荷作用。所以要求模柄不能有过大的变形:另外模柄的结构一般不甚复杂,故我们选用锻件来做模柄的材料。
东莞市宏聚电子五金制品有限公司精密模具事业部
联 系 人:胡经理
手 机:13556753005
电 话:0769-86380815
传 真:0769-86380825
邮 箱:hongju188@188.com
地 址:广东省东莞市石碣镇横滘管理区三横路

