一、模具的数控加工过程
模具零件数控加工的一般过程大致如下:首先在计算机上利用曲线、曲面数学模型设计构造出零件的几何形状,生成几何模型。其次根据尺寸精度要求及所选择的刀具要求,计算出刀具加工轨迹。然后根据加工机床数控代码的约定进行后置处理,生成数控程序。最后数控程序以操作面板、移动存储器等方式交付机床进行切实加工,现代先进的信息传输则是采用计算机联机通信的方式传送加工程序,即所谓的DNC传输方式。
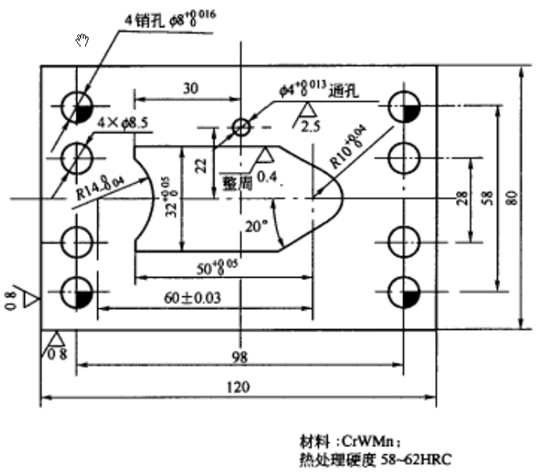
由于釆用了数控机床,模具零件的形状加工过程发生了很大的变化。如图(1)凹模板的加工,过去采用手工划线、钻床钻孔、带锯粗加工形孔、立铣加工型孔、手工攻锞纹五道工序。改用数控机床后,则由数控机床定位钻孔,减少了手工划线工序,而且孔位稍度有了提高,如果使用加工中心,则一次装夹可完成所有加工内容。由于减少了装夹和工序转移的等待时间,大幅度缩短了加工周期,同时也减少了多次装夹带来的孔位误差,提高了加工精度。
二、模具加工程序
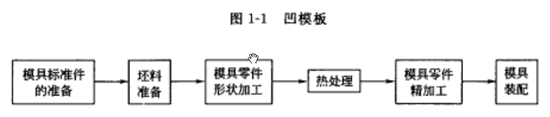
坯料准备是为各模具零件提供相应的坯料。其加工内容按原材料的类型不同而异。对于锻件或切割钢板要进行六面加工,除去表面黑皮,将外形尺寸加工到符合要求,磨削两平面及基准面,使坯料平行度和垂直度符合耍求。采用模具标准件以加快模具制造速度,始终是一种行之有效的方法,在引入了CAD/CAM等计算机系统后,对模具标准化又提出了新的要求,其标准化的内容除零件标准化之外,还有组合标准化、设计标准化、加工标准化等。直接应用标准模块,则坯料准备阶段不需要再做任何加工,是缩短制模周期的最有效方法,。模具设计人员应尽可能选用标准模块。在不得已的情况下,对标准模块进行部分改制加工。 若基准面发生变动,则需重新加工出基准面。
模具零件形状加工的任务是按要求对坯料进行内外形状的加工。例如:如图所示 按冲裁凸模所需形状进行外形加工;如图所示,按冲裁凹模所语形状加工型孔、紧固螺栓及销钉孔;如图1-6按照注塑模型芯的形状进行内、外形状加工,或按型腔的形状进行内型加工。
热处理使经初步加工的模具零件成品达到所需硬度。
模具零件的精加工是对淬硬的模具零件半成品进一步加工以满足尺寸精度、形状精度和表面质盘的要求。针对精加工阶段材料较硬的特点,大多数采用磨削加工和精密电加工方法。
无论是冲模或注塑模都以预先加工好的标准件供模具设计人员选用。现在,除了螺栓、 销钉、导柱、导套等一般标准外,还有常用圆形和异形冲头、导销、推杆等各种标准件。此外还开发了许多标准组合,使模具标准化达到更髙的水平。模具制造中的标准化程度越高,则加工周期越短。
模具装配的任务是将已加工好的模具零件及标准件按模具总装配图要求装配成一副完整的模具。如图所示的冲裁模,在装配过程中,需对某些模具零件进行抛光和修整,试模后还需对某些部位进行调整和修正,使模具生产的制件符合图样要求,而且模具能正常地连 续工作,模具加工过程才结束。在整个模具加工过程中还需对每一道加工工序的结果进行检验和确认,才能保证装配好的模具达到设计要求。
东莞市宏聚电子五金制品有限公司精密模具事业部
联 系 人:胡经理
手 机:13556753005
电 话:0769-86380815
传 真:0769-86380825
邮 箱:hongju188@188.com
地 址:广东省东莞市石碣镇横滘管理区三横路

